Allt om svarvchuckar

Den snabba utvecklingen av metallbearbetningsindustrin skulle ha varit omöjlig utan förbättringen av verktygsmaskiner. De bestämmer sliphastighet, form och kvalitet.
Svarvchucken håller arbetsstycket stadigt och ger den erforderliga spännkraften och centreringsnoggrannheten. Den här artikeln diskuterar de grundläggande nyanserna av valet.

Egenheter
Denna produkt används på maskiner för allmänna och speciella ändamål för att klämma fast arbetsstycket till spindeln. Detta ger ett stadigt fäste och hög spännkraft vid högt vridmoment.


Visningar
Ett stort antal chuckar för svarvar presenteras på den moderna marknaden: förare, pneumatiska, membran, hydrauliska. De klassificeras alla enligt följande fyra kriterier.
Genom utformningen av klämmekanismen
I enlighet med dessa parametrar är svarvchuckar uppdelade i flera typer.
-
Styrchuck. Sådana produkter är de enklaste och används för bearbetning av centrum. Om sidorna behöver slipas, välj de tandade eller nålade alternativen.
-
Självcentrerande spiral.
-
Spak... Denna typ kännetecknas av en hydrauliskt driven vevstake. Produkten har en ökad efterfrågan i små industrier.
-
Kilformig... Den liknar en spak, men har en högre centreringsnoggrannhet.
-
Hylsa... En sådan sammansättning kan endast fixera prover i form av stavar med liten diameter. Trots sin minskade mångsidighet är den populär för sin låga radiella utlopp, vilket har en positiv effekt på kvaliteten.
-
Tråkig - för att ansluta borren till maskinen.
-
Krympchuck... Den används på samma maskiner som hylsan men kräver krymppassning.
-
Ett alternativ till hylsan är den hydrauliska pneumatiska chucken. Svarvchuckar klämmer fast verktyget under trycket från arbetsvätskan, så det behövs mindre kraft för att säkert greppa verktyget.


Låt oss ta en närmare titt på strukturen och funktionerna hos några av de populära sorterna.
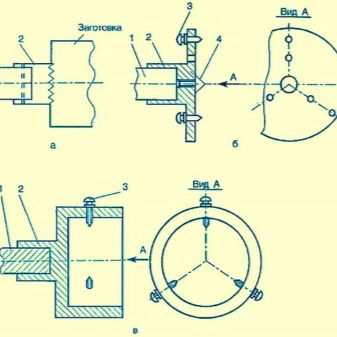
Hylsa
En viktig roll spelas av metallhylsan, uppdelad i tre, fyra eller sex delar. Deras antal bestämmer den maximala diametern på föremålet som ska fixeras.
Genom design kan de delas in i två typer: matarhylsor och klämhylsor. De består av en bussning av härdat stål med tre operforerade utskärningar, vars ändar pressas ihop för att bilda ett kronblad. Utkastarhylsorna är fjäderbelastade och varierar från modell till modell.

När spännhylsan rör sig i chucken smalnar spåret av, hållarens och arbetsstyckets grepp ökar.
Av denna anledning används denna typ av chuck ofta för omarbetning av redan bearbetade arbetsstycken. Om typen av arbetsstycke inte stämmer överens med formen på hylsan, tillgriper hantverkare att använda utbytbara insatser.

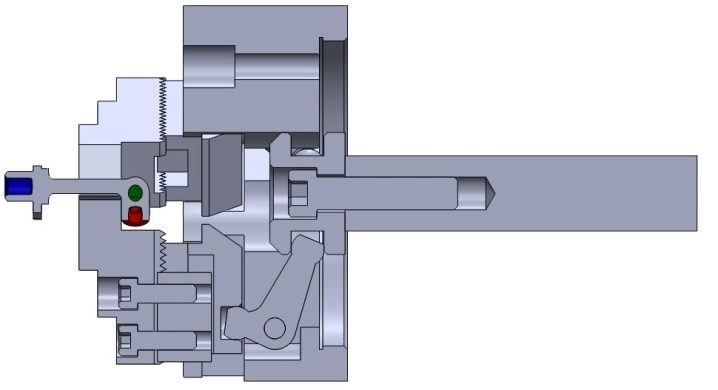
Spak
Centralt i designen av denna enhet är en tvåarmad spak som driver hållarna och klämmorna. Var och en av dem har olika antal kammar. Denna funktion gör det möjligt att bearbeta detaljer med komplexa geometrier. Chucken på svarvar tar längre tid för hjälparbete, vilket minskar produktiviteten.Det är ändå ett lämpligt verktyg för tillverkning på beställning i små fabriker.

Denna typ av maskin kan justeras med en skiftnyckel (som flyttar kammarna samtidigt)... Positionen för varje del kan också justeras oberoende.
Efter att arbetsstycket har klämts, väljs vanligtvis en hävstångsprodukt för grovbearbetning, eftersom det minsta spelet kan påverka formen på den framtida delen.
Kil
Kilchucken för svarvar är en mer avancerad version av hävstångsdesignen. Flera oberoende drivenheter används för att justera klämmornas position. Som ett resultat kan arbetsstycken med komplexa geometrier spännas fast och roteras i vilken riktning som helst. Bland annat:
-
du kan bearbeta produkter med ett litet fel och exakta former;
-
en enhetlig kraft appliceras på varje kam;
-
högkvalitativ fixering vid höga hastigheter.


Komplexiteten i installationen och inställningstiden innan arbetet ökar dock avsevärt. I många fall har svarvchuckar speciella klämmodeller anpassade för att fungera med CNC-enheter.
Med antalet kammar
Produkterna som beskrivs nedan är mest efterfrågade.
-
Tvåkammar... Dessa chuckar har två cylindrar, på ena sidan, med en skruv mellan kammarna eller en mekanisk transmission. Om spalten är förskjuten mot arbetsstycket kommer även mittaxeln att förskjutas.
-
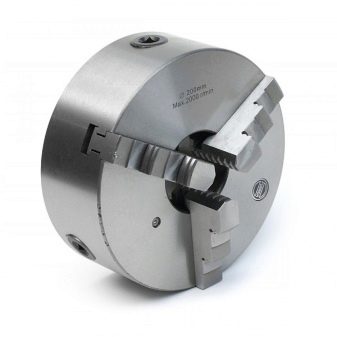
Tre-cam... De drivs av en växeldrift och möjliggör snabb fixering av delar utan tidskrävande omjusteringar. Centrering görs med avsmalnande eller cylindriska axlar.
-
Fyrkammar... Den är fäst med skruvar och är helt autonom, deras axlar är i skivans plan. Denna typ av svarvchuck kräver noggrann centrering.
-
Sexkammar... Dessa patroner har en låg krosskraft och kompressionskraften är jämnt fördelad. Det finns två typer av kammar: integrerade och monterade kammar. De är inte särskilt populära, och du kan bara köpa dem genom att förbeställa.


Efter klämtyp
Chuckbacken är uppdelad i en framåtkam och en backkam. Detta har liten eller ingen signifikant effekt på prestandan.
Detta är kanske den mest populära designen. Mekanismen fungerar genom att flytta kammen och klämman med hjälp av en tvåarmad spak.


Noggrannhetsklass
Det finns 4 klasser av noggrannhet totalt:
-
h - normal noggrannhet;
-
n - ökad;
-
b - hög;
-
a - särskilt hög noggrannhet.

Beroende på applikationen kan chuckkroppens material väljas:
-
gjutjärn ≥ sc30;
-
stål ≥ 500 MPa;
-
icke-järnmetaller.

Mått (redigera)
Det finns totalt 10 standardstorlekar för svarvchuck: 8, 10, 12, 16, 20, 25, 31,5, 40, 50 och 63 cm.


Tillverkare översikt
På den moderna marknaden, tyska Rohm och polera Bison-Bial, som även har fabriker för tillverkning av teknisk utrustning, verktyg och verktygsmaskiner. Även om de är mycket dyra, är det nu helt enkelt otänkbart att producera vad som helst utan att vrida chuckar.


Och även patronerna från den vitryska tillverkaren "Belmash" är mycket populära i CIS.

Vad ska man tänka på när man väljer?
Felaktig design kan leda till en ökning av antalet defekta produkter och maskinhaverier. Enligt GOST bör följande punkter beaktas vid anslutning.
-
Monteringstyp på spindelaxeln. Centreringsband, flänsar, kamklämmor och vridbrickor kan användas för infästning.
-
Det finns en frekvensgräns... Tänk på den maximala hastigheten med vilken svarvchucken kommer att arbeta.
-
Antal käftar, typ av käft (ytmonterad eller kombinerad), hårdhet och fastspänningssätt, typ av rörelse - allt detta bestämmer klämmans prestanda och den tid som krävs för dess omjustering.

Hur gör man själv?
Tänk i förväg hur produkten ska fixeras på maskinen, och vid behov gör eller köp en gängad bussning. Sedan kan du fortsätta.
-
På den befintliga plattan, markera en cirkel och två axlar som går genom dess centrum och skär i en vinkel på 90 grader.
-
Använd en sticksåg för att skära ut ramen vid märket och slipa den väl.
-
Längs den resulterande axeln skärs spår några centimeter från mitten och två till tre centimeter från kanten.
-
Såga till hörnet i fyra lika stora delar och borra ett hål i varje sida med samma borr.
-
Trä en M8-gänga i den andra hörnlisten och skruva i bulten.
-
Montera den gängade bussningen för axelmontering.
-
Fäst fästet på ramen med bultar och brickor.
-
Det sista steget är att installera chucken på svarven.

För att säkra arbetsstycket i denna hemmagjorda chuck, flyttas vinkeln och fixeras genom att dra åt muttern, och slutligen kläms arbetsstycket fast med en skruv som skruvas in i gängan.
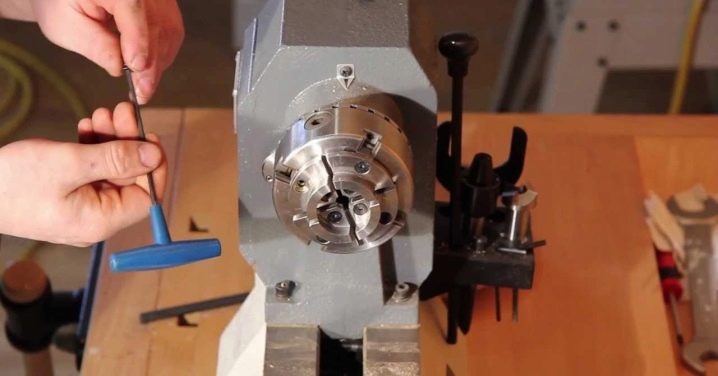
Hur installerar och tar man bort korrekt?
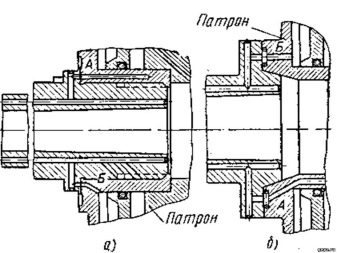
Maskinen kan utrustas med gängade eller flänsade chuckar, allt beror på dess storlek. Den första typen kan användas på minimaskiner. Den gängade chucken är inte särskilt tung så montering är inget problem, bara rikta in de gängade delarna och skruva ihop dem. Detta kan göras av en person utan att använda verktyg.
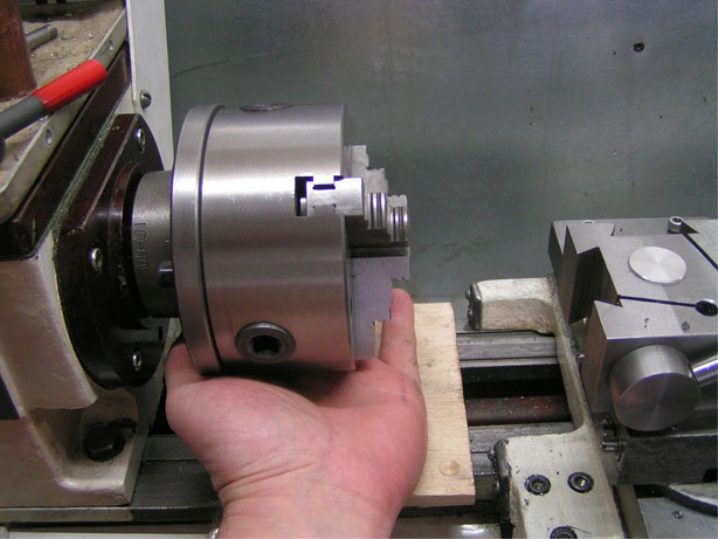
Den flänsade versionen av chucken kan väga mer än 20 kg. Den mest populära typen är den vridbara brickan som är monterad under spindeln.


Installationen utförs i flera steg.
-
Kontrollera först skicket på chucken och spindeln och åtgärda eventuella fel. Spindelns utlopp bör inte vara mer än 3 mikron.
-
Maskinen sätts i neutral hastighet.... Därefter installeras patronen på monteringsbasen. Nu måste du centrera chucken.
-
Installera bromsoket på spindeln på ett avstånd av cirka 1 cm, rikta in bultarna med hålen i flänsen. Sedan matas ändstocken in i chucken, styrningen löper längs hela längden mellan kammarna, sedan kläms den fast.
-
I nästa steg trycks chucken på spindeln (stiftet sätts in i hålet på flänsen) och fjäderpennan förlängs - rörlig huvudhylsa.
-
Sedan släpps kammen, bakstycket dras in och muttrarna dras åt. Vid slutet av arbetet, kontrollera ändloppet.

Därefter kommer vi att överväga hur man tar bort chucken på en automatisk träbearbetningsmaskin.
-
Efter att ha tagit bort kammen i förväg, ställ in styrningen så långt framåt som möjligt i förhållande till chucken. Säkra ändstocken.
-
Sedan tas muttrarna som håller chucken på plats bort en efter en. För att göra detta är det nödvändigt att ställa in växelspaken på minsta rotation för att förhindra att chuckens läge ändras.
-
Efter att ha lossat den första muttern vrid spaken till hög hastighet, och vrid chucken till önskat läge.
-
Dra i fjäderpennan, och lossa långsamt chucken från spindelflänsen.
-
Om patronen väger ganska mycket måste den placeras på något slags stöd, släpp sedan kammen och ta bort styrningen från sitt säte. Det är allt, arbetet är över.
Överensstämmelse med reglerna för uppställning och drift av maskiner garanterar kvaliteten på resultaten av bearbetning av arbetsstycken och säkerställer långvarig problemfri drift av maskinen.
Drifttips
Korrekt användning av svarven inkluderar följande.
-
Regelbunden rengöring utrustning och regelbunden spånborttagning hjälper till att minimera stillestånd, haverier och avslag under svarvning. Om underhåll inte utförs regelbundet kan utrustningshaverierna öka dramatiskt, hållbarheten kan minska och produktionskostnaderna kan öka.
-
För att undvika utrustningsfel bör du kontrollera regelbundet skicket på skäreggar och ryggar på arbetsverktygen, slippa eller byt ut trubbiga verktyg omedelbart.
-
Alla komponenter du behöversåsom olja, kylvätska, verktyg, svarvartillbehör och fästelement, måste vara av lämplig kvalitet och av det angivna märket.
-
Byte av defekta delar och verktyg, eliminering av enkla funktionsfel.













Kommentaren skickades.