Allt du behöver veta om svarvar

Utan en svarv kan inte svarvning, slipning, utjämning av ytorna på delar göras extremt exakt. Manuellt arbete kommer att kräva flera gånger mer tid.

Vad det är?
Svarven arbetar med trä, kompositmaterial, samt metaller och deras legeringar. Denna maskin producerar lågströms- och högprecisionsvarvning av sfäriska, cylindriska, koniska och andra delar. Svarven skär utvändiga och invändiga gängor flera gånger snabbare än en mästare skulle göra med en handdyna eller en kran, skär och rundar ändarna på delar, borrar och försänker komponenter för produkter och utvecklar tekniska hål.

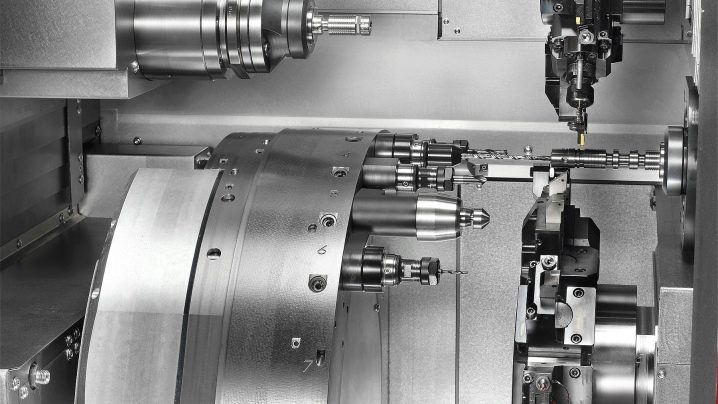
Maskinen består av följande komponenter: en säng, en drivenhet med spindel (funktionsenheten inkluderar även de främre och bakre spindelhuvudena), ett stöd, en växellåda, en växellåda (om enheten är indirekt driven), en elektromekanisk resp. elektronisk styrenhet (en eller flera styrkretsar används baserat på monoboard eller kassettmodulär konstruktion), fjärrkontroll med knappar och strömbrytare. CNC-modulen sätter produktionen av delar på strömmen, vilket reducerar den mänskliga faktorn till ett minimum.


Utseendehistoria
Försök att skapa primitiva verktygsmaskiner går tillbaka till antiken. Tills nyligen, som präglades av massindustrialisering - först i västländer och sedan i Sovjetunionen - var verktygsmaskiner ganska primitiva. De är inte lämpliga för storskalig produktion. Försök att skapa en maskin för att vässa svärd och dolkar var inte misslyckade: redan på 300-talet f.Kr. NS. kineserna använde apparater som gav ett relativt rakt blad.

Det mekaniska stödet som ett mer effektivt sätt att styra maskinen dök upp först i början av 1700-talet. Den tidens maskin hade en hållare för en skärkniv, som, rörande för hand, tätt fäste vid arbetsstycket som bearbetades. Att gänga skruv- och bultgängor ansågs vara en högteknologisk färdighet.
Mekaniserade enheter började användas i stor utsträckning först i början av 1900-talet. Elmotorn eliminerade behovet av att använda hästdragkraft och brännbart bränsle på sådana maskiner.
Under sovjettiden spreds svarvar från 16K20-gruppen, såväl som 1K62-enheter.
Sovjetiska maskiner är kraftfulla och pålitliga, hållbara enheter som, med korrekt skötsel och utbyte av förbrukningsvaror, kan hålla i upp till 150 år (med förbehåll för driftsreglerna).

Visningar
Svarvar har nått en viss mångfald av arter: trä- och stenbearbetning, metallbearbetning, glas- och kompositsvarvar, etc. En separat sort är dekorativa mejslingsmaskiner, som gör det möjligt att till exempel få dörrhandtag med en rund design.

Specifika typer av maskiner presenteras i följande lista.
Skruvsvarven är tillverkad för arbete på järn- och icke-järnmetall. Den slipar avsmalnande delar, skär metriska, tum-, modulära och stigningsgängor - och är designad för produktion av små partier. 16K20-enheten är just det.Skruvskärande svarvar har tre klasser av noggrannhet: P - ökad, H - normal, B - hög, A - ultrahög, C - ultraprecis bearbetning.


För svarvnings- och karusellprodukter är rotationsaxeln placerad vertikalt. Denna maskin skär ut cylindriska och koniska delar, trimmar änd- och spårkanterna. Tack vare moderniseringen är det möjligt att slipa formade ytor enligt en kopieringskälla, och att skära och slipa enkla produkter.


Den frontala (lobotocar) mekanismen visas när man vrider stora och förkortade delar - den slipar dem frontalt. Lämplig för omarbetning av förkortade komponenter med kort längd och vikt över ett ton. Om belastningen på drivenheten ökas och avlastningen av delarna är avsevärt komplicerad, ersätts frontsvarvarna med vändborrmaskiner.

En revolversvarv vässar delar från en kalibrerad stång, borrar, borrar, försänker, fäller ut svarvning för formade komponenter, skär gängor från utsidan och inifrån. Den är utrustad med en kopiator och en CNC-modul.


Glidhuvudmaskinen slipar delar från kallvalsad stång, profilerat stål och tråd. Den arbetar i stor skala med järn och icke-järn, kan utrustas med två eller flera spindlar.
Svarv- och fräsmaskinen är utrustad med en automatisk fräsväxlare. Den kombinerar enkla fräs- och svarvaktiviteter för ett brett spektrum av applikationer.


Noggrannhetsklass
Högprecisionsmaskiner är konstruerade för finbearbetning och lågströmsmaskiner för grovbearbetning. De ursprungligen namngivna enheterna, enligt det kinematiska schemat, är utrustade med fräsar som gör spår i en godtycklig sekvens, och lågströmsenheter utför endast preliminär skärning och slipning av ytan, vilket gör det möjligt att till exempel göra en sfärisk eller äggformad del från en kub.
Efter vikt
Bärbara lågeffektsmaskiner väger inte mer än några kilo. Lätt att transportera och transportera till annan verkstad. Massiva maskiner - golvstående enheter: det finns ett separat bord eller stativ för vilket det är bekvämt att arbeta. Produktvikt - från tiotals kilo till ton.

Genom graden av automatisering
Delautomatiserade maskiner har endast en skyddande avstängningsfunktion - på grund av överhettning av motor och växellåda. Helautomatiska är utrustade, förutom den numeriska styrmodulen (CNC), med en säkerhetsspärranordning för sökaren, till exempel: i avsaknad av belysning i verkstaden och den farliga närheten av förmannens händer till arbetsområdet.

Genom produktionssystemets flexibilitet
Till exempel, om en maskin "vet" hur man slipar cylindriska och koniska delar, men den "inte kan göra sfäriska delar", är en sådan maskin inte riktigt flexibel när det gäller att återanvända produktion - utan att köpa en mer fullt fungerande enhet.
De flesta moderna verktygsmaskiner skärper delar och arbetsstycken av vilken form som helst, utför förenklad konstnärlig skärning och svarvning.

Denna omvandling är inte begränsad till fredliga aktiviteter. Så skeppsbyggnadsföretagen i Leningrad och Moskva, som före det stora fosterländska kriget producerade delar till ångfartyg och isbrytare, började tillverka T-34-tankar. Detta beror på det faktum att delar till bränslemotorer användes både i militära fartyg och i tankar.
Av särskilt syfte
En svarv kan, oavsett klassificering, anpassas för en specifik produktion. Till exempel är en sammansättning som gör dubbletter av nycklar utrustad med speciella skärare för vanliga storlekar och utförande av kodurtag som utgör nyckelns kanalkod. För att duplikatet korrekt ska kopiera originalnyckelns kod placerar vändaren denna nyckel i arbetsområdet - och ställer in skärarna under dess kodluckor. Sedan sätter guiden in en ny blank istället för originalnyckeln - och maler samma kod på den.


Naturligtvis kan spindeldrivningen inte bara göra nycklar, utan också till exempel slipa gafflar av livsmedelsklassat rostfritt stål - allt du behöver göra är att byta skärverktyg på den, med hjälp av vilka bestick skapas .
En gaffelslip som gör dubbletter av nycklar är osannolikt att slipa till exempel reservdelar till en bils förgasare, som ventiler.
Detta kräver en djupare omutrustning av enheten.


Genom mångsidighet eller smalt fokus
Ett typiskt exempel: en maskin för slipning av nålar, knivar, slipning av återanvändbara rakblad och skalpeller är inte avsedd för slipning av trä- och komposithandtag för dörrar, lås och inbrottsbeslag för plastfönster. Maskinen som används för tillverkning av växlar kommer också att klara av vridning av delar för inomhus- och handledsmekaniska klockor, metronomer och timers, men det kommer inte att vara möjligt att tillverka reservdelar för förgasarmotorer i bilar på den. Alla ovanstående exempel är för mycket riktade maskiner.

Universalmaskiner har hög effekt, jämn hastighetskontroll och kan användas med lika stor framgång både för att slipa borrar, slipa medicinska skalpeller och för att vrida delar till växellådor och urverksmekanismer. Dyrare modeller är utrustade med flera spindlar på en gång, som var och en har sin egen utrustning. Detta tillvägagångssätt är applicerbart för universalhantverkare som i händelse av en kris i förhållande till vissa typer av produkter görs om för föremål och delar av ett helt annat slag, som just nu är mer efterfrågade.


De bästa tillverkarna och modellerna
Av maskinverktygen från Sovjetunionens tid är 16K-serien värd att nämna. Modell 16K20 används för grundläggande svarvning, oavsett de svarvade delarnas komplexitet. Av de mer moderna - för 2021 - presenteras följande modeller.
-
Skruvskärenhet DMTG CDS6250B / 1000 - strömförbrukningen från nätverket är 7,5 kilowatt, strömförsörjningen kommer från en interfasspänning på 380 volt, vikten är 2170 kg. Designad för bearbetning av stål, gjutjärn och icke-järnmetalldelar. Omsättning - 2500 varje minut.


- Universalenhet DMTG CDS6250B / 1500 för svarvnings- och skruvskärningsarbeten arbetar den med en frekvens på 2240 varv, vikt - 2310 kg, andra parametrar är desamma.

- Universalmaskin CDS6250B / 2000 - den närmaste analogen av 16K20. Det är efterfrågat på de flesta metallbearbetningsfabriker och inom bilservice, arbetar med järnmetall.

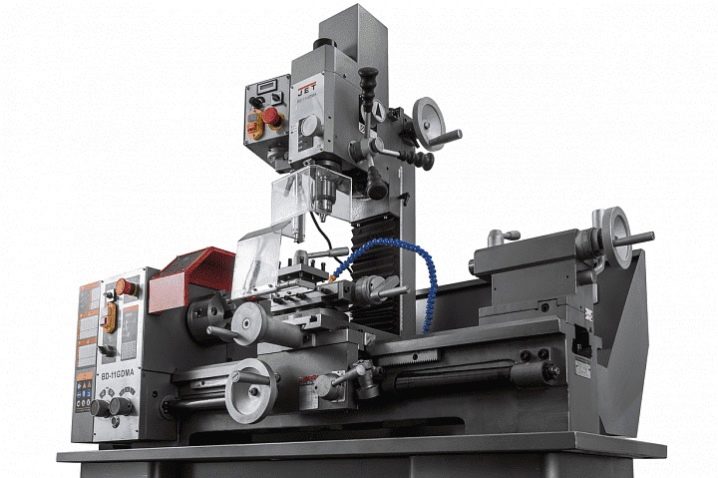
- JET BD-11GDMA - svarv- och fräsutrustning. Omsättning - 2000, arbetar från ett enkelt enfas 220 V-nätverk, väger bara en kvarts ton.
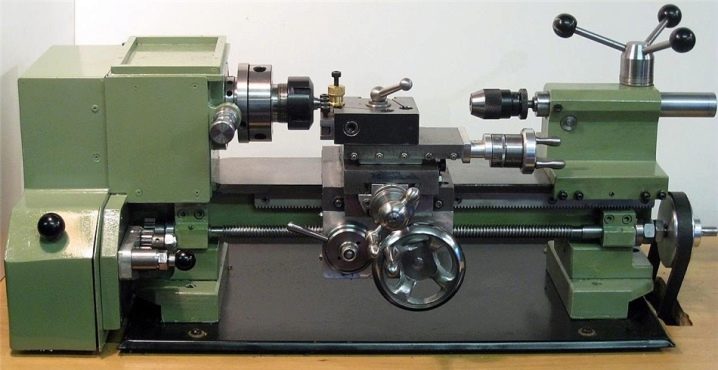
- Modell WM180V - 2500 rpm, 600 W, vikt - 60 kg. Designad för nybörjare, fungerar med icke-järnmetall, komposit och plast. Lämplig för hem- eller skolarbete i arbetslektioner.

Användare väljer en enhet som kan lösa de flesta av de mest efterfrågade uppgifterna i enlighet med den tillgängliga budgeten.
Komponenter och reservdelar
Innan du servar och reparerar maskinen är det inte överflödigt att bekanta dig med listan över huvudkomponenterna som behöver bytas ut eftersom deras resurser tar slut.
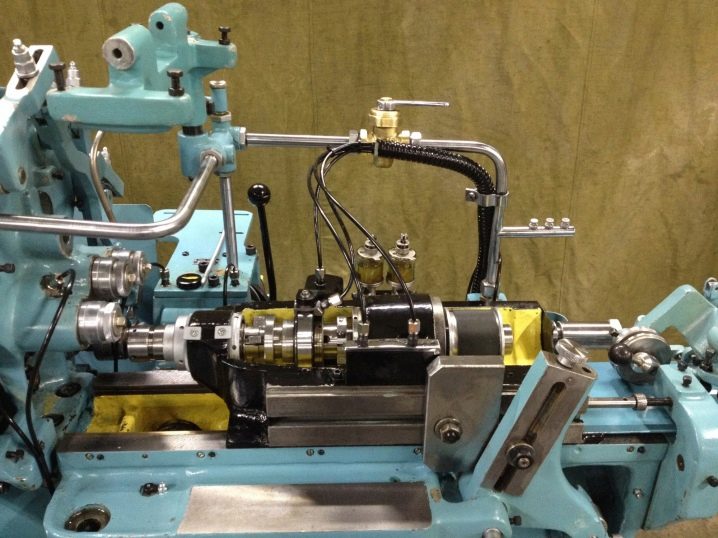
En drivenhet är fixerad på bädden - en motor med en spindel, huvudstocken och tailstocken kombineras med den. Spindeln låter dig fixera fräsar (borr, fräs, platta knivar) inställda i önskad vinkel.
En helt felsökt maskin, med särskilt starka och hårda fräsar, med regelbunden, systematisk smörjning, skär stål med tunna plattor - precis som en kökskniv skär fryst smör.

Komplett med frekvensomriktaren innehåller monteringssatsen för den första installationen av maskinen ett stöd, ett förkläde, hastighets- och matningsväxlingsenheter samt en kontrollpanel. Helt fungerande automatiska maskiner är också utrustade med en "hjärna" - en CNC-enhet. Alla ovanstående noder är fixerade till enhetens ram. Guider (sk.slide) låter dig flytta arbetsstycket strikt inom vissa utsprång, inte tillåta det att avvika godtyckligt, vilket omedelbart skulle leda till skada på hela arbetsstycket. Verktygshållaren (spindelchuck) håller tillförlitligt de fräsar som används för att skära metaller och legeringar enligt arbetsstyckesritningarna.

Urvalstips
När du väljer, fokusera i första hand på kraften som dina ledningar tål. När man väljer en maskin som förbrukar mer än 3 kW kommer det att vara nödvändigt att byta ut 16-ampere maskiner med 25-, 50- eller 100-ampere, samt byta ut en mätare med en toppeffekt som överstiger 3,2 kW.
Nybörjare som bara behärskar grunderna i tillverkning av verktygsmaskiner slutar välja mindre högpresterande maskiner: det är viktigt här att en enhet, i vilken mer än tiotusentals rubel har investerats, köps inte bara för en hobbys skull , men skulle löna sig, helst, ge en inkomst flera gånger högre utgiftspost.
Om du är upptagen med finbearbetning av arbetsstycken, behöver du en mycket mer påhittig, men inte alltid riktigt kraftfull enhet.
En maskin som väger över ett ton kan kräva en förstärkt grund i rummet där den är installerad. Ett vanligt trägolv som väger två eller fler ton kommer att kollapsa inom några veckor eller månader efter arbetets start.
Funktioner av arbete
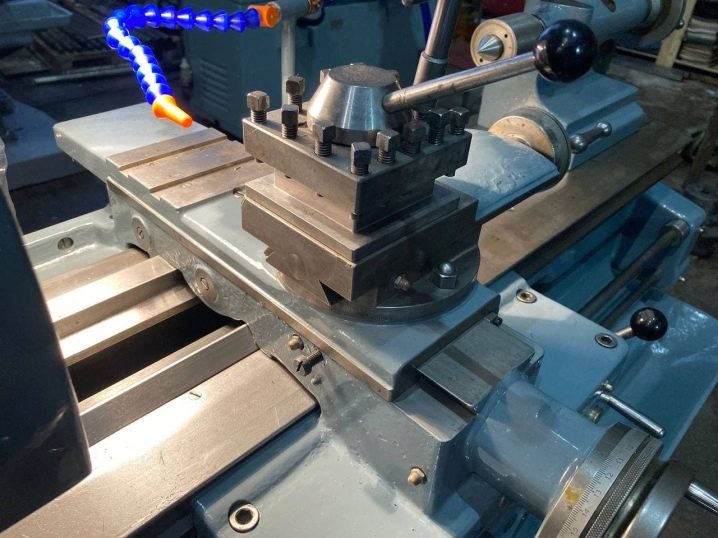
Vridmomentet från motorn överförs genom växellådan, på vilken hastigheterna växlas, till spindeln, och från den, med hjälp av huvudstocken, till fräsen. Fräsens rörelser styrs av styrningar som belastar arbetsstycket för att svänga in i arbetsområdet.

Maskinen för skärning av metall, trä och timmer, komposit och glas, enligt klassificeringen och dess struktur, är en anordning med relativt exakt mekanik. När du arbetar ska den inte vibrera i onödan, knacka, rycka från sida till sida - detta skulle försämra kvaliteten på de bearbetade delarna tio gånger. Drivningen och spindeln, på vilken skärarna är fixerade, fungerar idealiskt bra, felinriktningen av motorn och transmissionen är praktiskt taget utesluten. Fräsar bör helst alltid vara vassa.

Om skärkvaliteten, trots maskinens funktionsduglighet och funktionsduglighet, förblir dålig och har inexakthet, måste kniven slipas, rätas ut och, om nödvändigt, ersättas med en ny.
Nyanser av reparation
Svarvfel kan omfatta följande:
-
kroppen har sprickor, chips, strippning av gängade anslutningar, icke-rakhet och kränkning av geometri;
-
axlar slits ut med tiden, deras centrering störs;
-
flänsar kanske inte passar tätt mot varandra, samt visar sprickor och spån i hålen i komponenternas fästpunkter;
-
växlar kännetecknas av slitage av tänderna och närvaron av ett "ägg", från vilket en radiell utlopp av transmissionselementet uppträder;
-
blyskruvar och stift har gängslitage och förtunning av angränsande ytor.

Rutinmässiga reparationer utförs när komponenter med nötande ytor är utslitna. Detta är byte av lager och borstar av motorer, rengöring och smörjning av gnidningsenheter och mekanismer. Major - huvudsakligen byte av axlar och växlar, reparera skador på ramen eller byte av dess felaktiga komponenter.













Kommentaren skickades.