Allt om tappstorlekar

Att veta allt om storlekarna på kranar för att tappa är mycket användbart för alla som måste skapa just den här tråden hela tiden. Du måste noga överväga standardstigningen för kranarna M6 och M8, M10 och M12, M16 och M30. Du måste också studera tumdimensionerna och principerna för val av borrsektion.

Standard kranparametrar
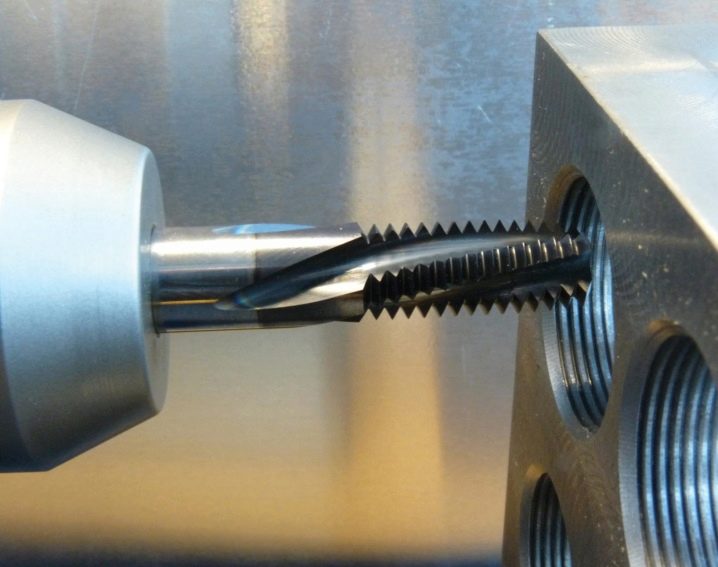
Specialmarkeringsutrustning för gängning är tydligt dimensionerad. Kvantitet mäts på flera sätt. Huvudtrådsindexet, även för metriska produkter, är satt på en tumskala. Detta är inte svårt att se i någon beskrivning av sådana produkter. Så, för M6 kranar, är tråden gjord med en sektion på 0,1 cm.I detta fall kan storleken på hålet för gängning vara från 4,8 till 5 mm.

För produkter i kategorin M6 är den typiska grundstigningen 1,25 mm. Och den stansade passagen för en produkt med en diameter på 8 mm når 6,5-6,7 mm. För mindre strukturer (M5) antas sådana dimensioner sammanfalla med 0,8 mm respektive 4,1-4,2 mm. Det är intressant att jämföra denna modell med ett stort seriellt prov - M24. Steget för att bilda spåren kommer att vara 3 mm, och landningstorget tas lika med 1,45 cm.
Metallmarkeringsanordningen, typ M12, skär genom 1,75 mm. Hålsektionen blir 9,9 eller 10 mm. För mindre M10 tas sådana indikatorer lika med 1,5, 8,2 respektive 8,4 mm (vid minsta och maximala passage).

Ibland används M16 kranar. Dessa verktyg låter dig repa trådar med 2 cm mellanrum, med kanaler på minst 1,35 cm och max 1,75 cm.
I vissa fall blir det nödvändigt att göra spår med intervaller på 2,5 mm. Då kommer kranar från M20-kategorin till undsättning. Under deras drift bildas passager med ett tvärsnitt på minst 1,5 cm.. Mått och driftsparametrar (i centimeter) för vissa andra märkningsanordningar visas i tabellen nedan. Det är viktigt att förstå att allt som har sagts endast gäller metriska trådar.
|
Typ index |
Slitslag |
Kanalsektion |
|
M7 |
0,1 |
0,595 |
|
M9 |
0,125 |
0,77 |
|
M2 |
0,04 |
0,16 |
|
M4 |
0,07 |
0,33 |
|
M11 |
0,15 |
0,943 |
|
M18 |
0,25 |
1,535 |
|
M22 |
0,25 |
1,935 |
|
M24 |
0,3 |
2,085 |
|
M30 |
0,35 |
2,63 |
|
M33 |
0,35 |
2,93 |
|
M42 |
0,45 |
3,725 |
|
M48 |
0,5 |
4,27 |
|
M60 |
0,55 |
5,42 |
|
M68 |
0,6 |
6,17 |
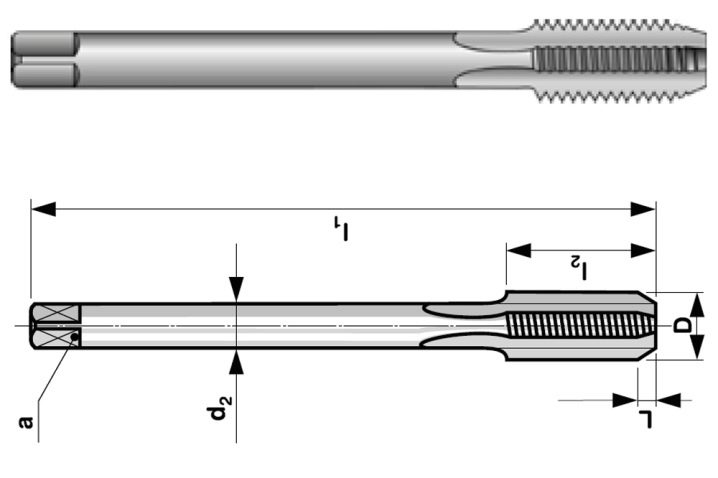
Typiska skaftdimensioner är också normaliserade (i millimeter):
- 2,5x2,1 (för kranar som inte är större än M1,8);
- 2,8x2,1 (M2-M2,5);
- 3,5x2,7 (endast för M3 kranar);
- 4,5x3,4 (endast för märkningsutrustning M4);
- 6x4,9 (från M5 till M8 inklusive);
- 11x9 (M14);
- 12x9 (endast M16);
- 16x12 (endast M20);
- 20x16 (markörer M27).
Det finns också skaft:
- 14x11;
- 22x18;
- 25x20;
- 28x22;
- 32x24;
- 40x32;
- 45x35.

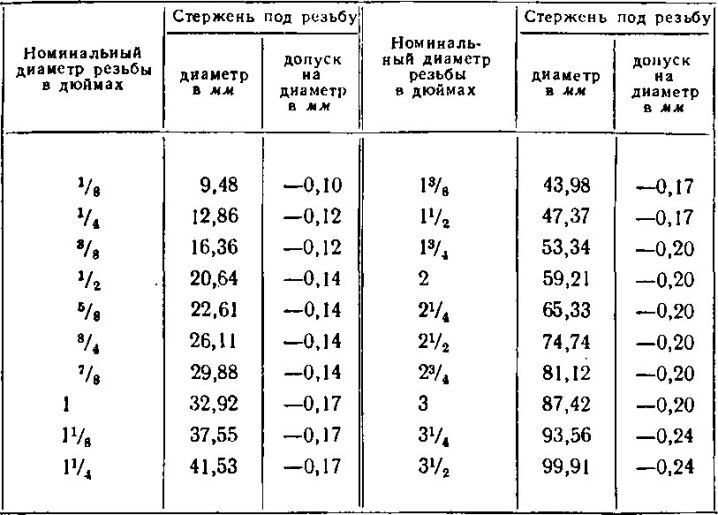
Inch dimensioner
De är typiska för produkter som levereras från USA och Storbritannien. Om spårens tvärsnitt är 3/16, läggs hålet strikt från 0,36 till 0,37 cm. Ganska populära 1/4 tum kranar gör kanaler på 5-5,1 mm, och för produkter i 3/8-klassen, dessa indikatorer kommer att vara 7, 7 och 7,9 mm, respektive. Spåravståndet (i millimeter) kommer att vara lika med:
- 1,058;
- 1,27;
- 1,588.

1/2-format förutsätter ett spåravstånd på 2,117 mm. I detta fall läggs en passage på 1,05 mm. Tumkranar har en stigning på 3,175 mm. Hålet når 2,2 cm i diameter. De största modellerna finns i kategorin 17/8. Gängstigningen är 5,644 mm, och håldiametern kommer att nå 4,15 cm.
Det bör noteras att tillsammans med metriska och tummarkeringsanordningar finns det också de som är utformade för att markera hål i rör. För ett 1/8-tums verktyg är räfflingen 28 trådar per tum. Om det är 1/2 grad, så formas gängorna med intervaller på 14 varv per tum.
Sektionerna av själva geväret kommer att vara lika med 0,8566 och 1,8631 cm.En 2-tums rörkran gör 11 varv per tum, och hacksektionen antas vara 5,656 cm.
Hur väljer man borrdiameter?
Storleken på hålen idag fortsätter att bestämmas enligt GOST från det avlägsna 1973. Även om denna standard har reviderats flera gånger, har dess normer konsekvent bekräftat deras relevans. När det gäller arbete inom industri, energi och andra områden har ingenting förändrats. Det universella tillvägagångssättet är typiskt för bearbetning av både järnhaltiga och icke-järnhaltiga metaller. För att bestämma de parametrar som krävs för att skära en invändig gänga, börja med att borra landningsområdet.
Detta görs med dubbel radie. Kontrollera noga att kanalen vid borrning är 0,1-0,2 cm smalare än den önskade sektionen. Annars fungerar det inte då att göra svängar med exakt de mått som respekteras. Urvalet av borrar görs med hänsyn till mätstandarden, på en millimeter eller på en tumskala. Antalet trådar för inträde bör också beaktas.
En och samma tur kan betecknas på olika sätt. Den installeras genom att mäta gapet mellan de intilliggande sidoväggarna på profilen. Först räknas 10 trådar. Sedan uppskattas antalet millimeter mellan dem och denna siffra minskas med 10 gånger. Slaglängden beräknas på samma sätt, men den beräknas redan av varven på en tråd.

Egenskaperna hos spröda och hårda legeringar skiljer sig från de för mjuka sega metaller. Detta glöms ofta bort av folk som väljer kranar för gängning. Så i mjuka material för M8-gängan behövs ett hål på 6,8 mm. I solid - 0,1 mm mindre.
Det rekommenderas också att ta hänsyn till de maximala avvikelserna i diameter som anges i GOST och vara uppmärksam på skillnaden mellan konventionella och spånfria kranar.















Kommentaren skickades.